







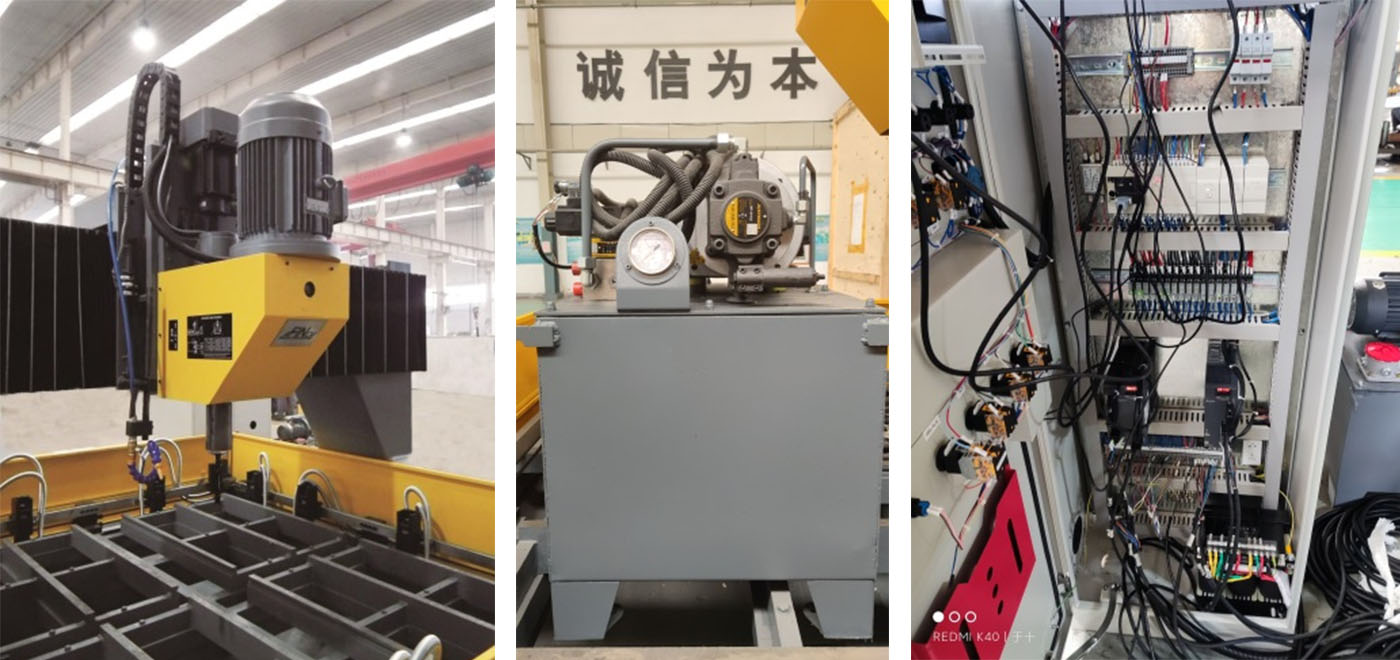
PLD7030-2 Portalni mobilni CNC stroj za bušenje ploča




| Maksimalnopločaveličina | Duljina x širina | 7000x3000 mm |
| Tdebljina | 200 mm | |
| Radni stol | Veličina T-utora | 22 mm |
| Glava za bušenje | Količina | 2 |
| Bušenjeruparaspon promjera | Φ12-Φ50 mm | |
| RPM(promjenjiva frekvencija) | 120-560 o/min | |
| Morseov konus vretena | Br. 4 | |
| Snaga motora vretena | 2x7,5 kW | |
| Uzdužno kretanje portala (x-os) | Hod po X osi | 10000 mm |
| Brzina kretanja X-osi | 0-8 m/min | |
| Snaga servo motora X-osi | 2x2,0 kW | |
| Bočno pomicanje glave motora (Y-os) | Putanje osi Y | 3000 mm |
| Brzina kretanja Y-osi | 0-8 m/min | |
| Snaga servo motora osi Y | 2x1,5 kW | |
| Pomicanje glave za pomicanje (Z-os) | Hod Z-osi | 350 mm |
| Brzina posmaka Z-osi | 0-4000 mm/min | |
| Snaga servo motora Z-osi | 2x1,5 kW | |
| Transporter strugotine i hlađenje | Snaga motora transportera strugotine | 0,75 kW |
| Snaga motora pumpe za hlađenje | 0,45 kW | |
| Eelektrični sustav | Upravljački sustav | PLC+ gornje računalo |
| Broj CNC osi | 4 |
1. Koordinatni položaj rupe može se brzo postaviti brzinom od 8 m/min, a pomoćno vrijeme je relativno kratko.
2. Stroj je opremljen servo pogonskom glavom za bušenje s kliznim stolom. Motor vretena pogonske glave za bušenje ima beskontaktnu regulaciju brzine s promjenjivom frekvencijom, a brzina pomaka ima servo kontinuiranu regulaciju brzine, što je praktično za rad.
3. Nakon što je postavljen hod bušenja, ima funkciju automatske kontrole.
4. Konusna rupa vretena je Morse br. 4 i opremljena je redukcijskom čahuricom Morse br. 4/3, koja se može koristiti za ugradnju svrdla različitih promjera.
5. Korištena je mobilna struktura portala, stroj pokriva malo područje, a raspored strukture je razuman.
6. Kretanje portala po X-osi vodi se s dva para linearnih kotrljajućih vodilica visoke nosivosti, koje su fleksibilne.
7. Pomicanje kliznog sjedišta glave pogona po osi Y vode dva para linearnih vodilica, a pokreću ga AC servo motor i par preciznih kugličnih vijaka, što osigurava visoku preciznost položaja bušenja.
9. Stroj je opremljen uređajem za podešavanje alata s opružnim središtem, koji može lako odrediti položaj prirubnice.
10. Opremljen je uklanjanjem strugotine i spremnikom rashladne tekućine. Pumpa za hlađenje cirkulira rashladnu tekućinu za bušenje vretenom kako bi se poboljšale performanse bušenja i vijek trajanja bušilice.

11. Upravljački program koristi PLC i opremljen je gornjim računalom za olakšavanje pohrane i unosa programa za obradu ploča, a rukovanje je jednostavno. Softverska platforma je prozorski sustav s prijateljskim sučeljem za upravljanje, jasnim i učinkovitim upravljanjem resursima te moćnom funkcijom programiranja; veličina ploče može se unijeti ručno pomoću tipkovnice ili putem U-disk sučelja.
| NE. | Ime | Robna marka | Zemlja |
| 1 | Lvodilica u uhu | HIWIN/CSK | Tajvan, Kina |
| 2 | PLC | Mitsubishi | Japan |
| 3 | Servo motor i upravljački program | Mitsubishi | Japan |
| 4 | Vučni lanac | JFLO | Kina |
| 5 | Gumb, indikatorska lampica | Šnajder | Francuska |
| 6 | Kuglični vijak | PMI | Tajvan, Kina |
Napomena: Gore navedeno je naš standardni dobavljač. Podložno je zamjeni komponentama iste kvalitete druge marke ako gore navedeni dobavljač ne može isporučiti komponente u slučaju bilo kakvih posebnih problema.



Kratki profil tvrtke  Informacije o tvornici
Informacije o tvornici  Godišnji proizvodni kapacitet
Godišnji proizvodni kapacitet  Trgovačka sposobnost
Trgovačka sposobnost 





