



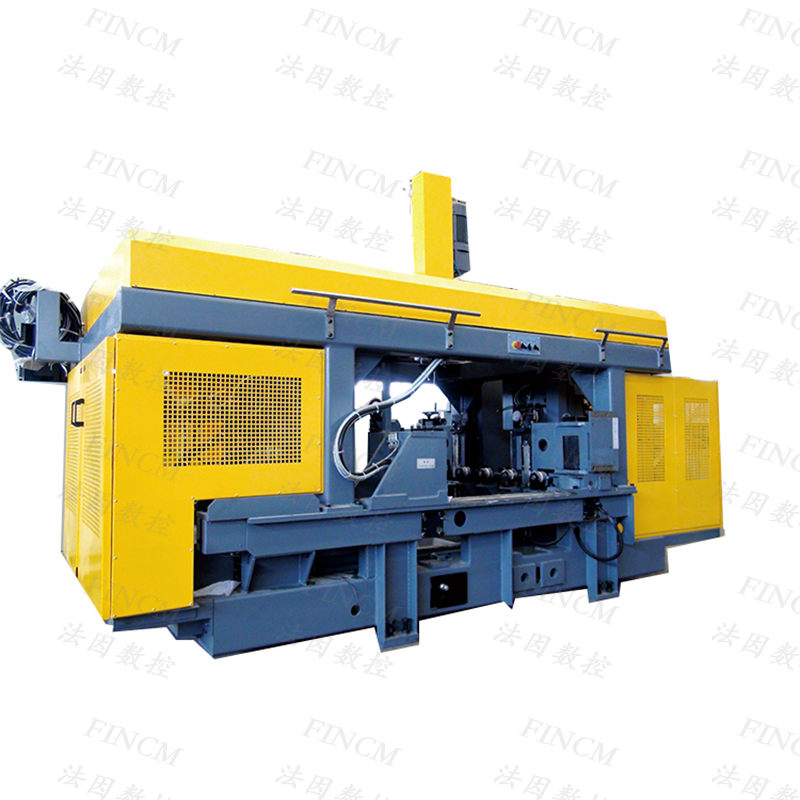




SWZ1250C FINCM Stroj za obradu H-greda za bušenje konstrukcija




| NE. | Naziv parametra | Jedinica | Vrijednost parametra | Napomena | ||
| 1 | Profilni čelik | mm | 150x75~1250x600 |
| ||
| 2 | Debljina | mm | ≤80 |
| ||
| 3 | Duljina | m | 15 m | Konfigurirajte prema zahtjevima kupca | ||
| 4 | Kratki materijalni limit | mm | Automatska obrada ≥3000 |
| ||
| Ručna obrada: 690~3000 | ||||||
| 6 | Količina |
| 3 |
| ||
| 7 | bušilica Raspon | Fiksna strana, mobilna strana | mm | 12 ~ 26,5 funti |
| |
| Srednja jedinica | mm | 12 ~ 33,5 funti |
| |||
| 9 | Brzina vretena | o/min | 180~560 |
| ||
| 10 | Brza promjena glave kartice | / | Morseov konusni otvor 3#、4# | Može se promijeniti u 2# | ||
| 11 | Aksijalni hod | Fiksna strana, mobilna strana | mm | 140 |
| |
| Srednja jedinica | mm | 240 |
| |||
| 12 | Aksijalna brzina pomaka | mm/min | 20~300 |
| ||
| 13 | Udaljenost kretanja | Svako vreteno je u smjeru duljine obratka | mm | 520 |
| |
| Obje strane vretena u smjeru gore i dolje | mm | 35~570 | Iz donje ravnine obratka | |||
| Srednja jedinica je u smjeru širine obratka | mm | 45~1160 | Sa strane podatka | |||
| 14 | Komprimirani zrak + tekućina za rezanje | / | / |
| ||
| 15 | Tlak zraka | MPa | ≥0,5 | |||
| 16 | Pogreška razmaka susjednih rupa u grupi rupa | mm | ≤0,5 |
| ||
| 17 | Pogreška hranjenja unutar duljine od 10 m | mm | ≤1 |
| ||
| 18 | Kapacitet spremnika goriva | L | 50 |
| ||
| 19 | Pogreška udaljenosti susjednih rupa u grupi rupa | mm | ≤±0,5 |
| ||
| 20 | Točnost susjedne udaljenosti hranjenja unutar 10 metara | mm | ≤±1 |
| ||
| 21 | Trofazni asinhroni motor za rotaciju vretena | kW | 4x3 | Broj vretena 3 | ||
| 22 | Servo motor X-osi međujedinice | kW | 0,85 |
| ||
| 23 | Servo motor Z-osi međujedinice | kW | 1.3 |
| ||
| 24 | Servo motor X-osi s fiksnom i mobilnom stranom | kW | 0,85x2 |
| ||
| 25 | Servo motor Y-osi s fiksnom i mobilnom stranom | kW | 1,3x2 |
| ||
| 26 | Trofazni asinhroni motor za pomicanje kolica | kW | 0,55 |
| ||
| 27 | Preko dimenzije | mm | Oko 4800 × 2400 × 3300 |
| ||
| 28 | Težina | kg | Oko 7000 |
| ||
Električni sustav
1). PLC se koristi za upravljanje pozicioniranjem svake CNC osi, detekcijom materijala i bušenjem te drugim radnjama stroja. PLC upravljački sustav ostvaruje brzu obradu i poboljšava brzinu odziva sustava.
2). CNC uređaj za uvlačenje (kolica za uvlačenje) usvaja potpuno zatvorenu petlju upravljanja kako bi se osigurala točnost uvlačenja tijekom uvlačenja na velike udaljenosti; ostale CNC osi za pozicioniranje usvajaju poluzatvorenu petlju upravljanja kako bi se osigurala točnost pozicioniranja i stabilnost alatnog stroja.
3). Funkcija praćenja u stvarnom vremenu.
4). Različite metode programiranja materijala.
5). Funkcija grafičkog prikaza.

1. Tri automatske glave za bušenje s kontrolom hoda ugrađene su na tri NC klizna bloka za horizontalno i vertikalno bušenje. Tri glave za bušenje mogu raditi neovisno ili istovremeno.
2. Brzina vretena svake glave za bušenje kontrolira se frekvencijskim pretvaračem i podešava se kontinuirano; brzina pomaka podešava se kontinuirano pomoću ventila za regulaciju brzine, koji se može brzo podesiti u velikom rasponu ovisno o materijalu i promjeru bušene rupe.
3. Materijal je fiksiran hidrauličkim steznim mehanizmom.

4. Stroj je opremljen uređajem za detekciju širine materijala i visine trake, koji može automatski kompenzirati pogrešku obrade uzrokovanu nepravilnim obrisom materijala i poboljšati točnost obrade.
5. Stroj je opremljen sustavom za hlađenje aerosolom, koji ima prednosti manje potrošnje rashladne tekućine, uštede troškova i manjeg trošenja svrdla.
| NE. | Ime | Robna marka | Zemlja |
| 1 | Linearna vodilica | HIWIN/CSK | Tajvan (Kina) |
| 2 | Elektromagnetski hidraulički ventil | ATOS/YUKEN | Italija/Japan |
| 3 | Hidraulična pumpa | Justmark | Tajvan (Kina) |
| 4 | Servo motor | Panasonic | Japan |
| 5 | Servo pogon | Panasonic | Japan |
| 6 | PLC | MITSUBISHI | Japan |
| 7 | Pumpa za hlađenje raspršivanjem | BIJUR | SAD |
| 8 | Fleksibilna produžna mlaznica | BIJUR | SAD |
| 9 | Pneumatski solenoidni ventil | AIRTAC | Tajvan (Kina) |
| 10 | Centralizirano podmazivanje | HERG/BIJUR | Japan/SAD |
| 11 | Računalo | Lenovo | Kina |
Napomena: Gore navedeno je naš fiksni dobavljač. Podložno je zamjeni komponentama iste kvalitete druge marke ako gore navedeni dobavljač ne može isporučiti komponente u slučaju bilo kakvih posebnih problema.
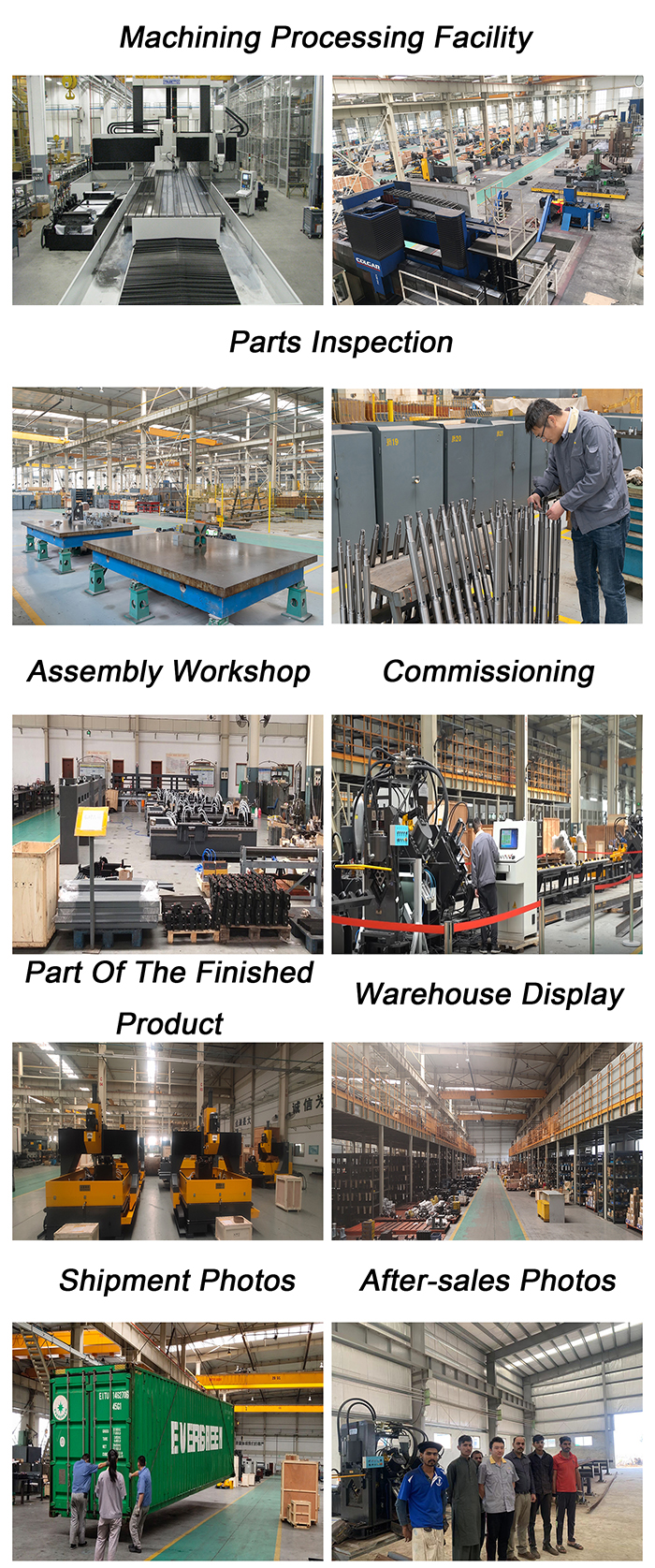



Naša tvrtka proizvodi CNC strojeve za obradu različitih čeličnih profila, kao što su kutni profili, H-grede/U-kanali i čelične ploče.
| Vrsta poslovanja | Proizvođač, Trgovačko društvo | Zemlja / Regija | Shandong, Kina |
| Glavni proizvodi | CNC kutna linija/CNC bušilica s gredom/CNC stroj za bušenje ploča, CNC stroj za probijanje ploča | Vlasništvo | Privatni vlasnik |
| Ukupno zaposlenika | 201 – 300 ljudi | Ukupni godišnji prihod | Povjerljivo |
| Godina osnutka | 1998. | Certifikati (2) | |
| Certifikati proizvoda | - | Patenti (4) | |
| Zaštitni znakovi (1) | Glavna tržišta |
|
| Tvornička veličina | 50.000-100.000 četvornih metara |
| Zemlja/regija tvornice | Br. 2222, Avenija stoljeća, Zona visokotehnološkog razvoja, grad Jinan, provincija Shandong, Kina |
| Broj proizvodnih linija | 7 |
| Ugovorna proizvodnja | Nudi se OEM usluga, nudi se usluga dizajna, nudi se oznaka kupca |
| Godišnja vrijednost proizvodnje | 10 milijuna američkih dolara – 50 milijuna američkih dolara |
| Tvornička veličina | 50.000-100.000 četvornih metara |
| Zemlja/regija tvornice | Br. 2222, Avenija stoljeća, Zona visokotehnološkog razvoja, grad Jinan, provincija Shandong, Kina |
| Broj proizvodnih linija | 7 |
| Ugovorna proizvodnja | Nudi se OEM usluga, nudi se usluga dizajna, nudi se oznaka kupca |
| Godišnja vrijednost proizvodnje | 10 milijuna američkih dolara – 50 milijuna američkih dolara |
| Jezik koji se govori | engleski |
| Broj zaposlenika u Odjelu trgovine | 6-10 osoba |
| Prosječno vrijeme isporuke | 90 |
| Broj registracije izvozne dozvole | 04640822 |
| Ukupni godišnji prihod | povjerljiv |
| Ukupni prihod od izvoza | povjerljiv
|





